成形铣刀有加工直槽的,属成形法加工;也有加工螺旋槽的,属包络法加工。无论哪种加工方法,成形铣刀廓形的精度都决定着工件廓形的精度。成形铣刀按齿背型式可分为铲齿成形铣刀和尖齿成形铣刀。由于铲齿成形铣刀用钝后重磨前刀面,刃磨方便,生产中一般采用这种结构。一般的铲齿铣刀,在精铲齿背及热处理后,铣刀廓形就不再加工,故其廓形精度不高,且铲背面的粗糙度较高,影响零件的加工质量。此外,在精铲廓形较大的铣刀时,随着被铲铣刀铲削面增大及硬度的提高,铲刀工作显得沉重。若分段铲制,则对刀和廓形接线困难。精加工用的成形铣刀的廓形是在铲齿车床上铲磨完齿形后最终形成。铲磨齿形的成形铣刀需做双重铲齿加工,在精铲和热处理后再铲磨齿形。铲磨齿形用的砂轮是成形砂轮,其截形的人工设计方法,需要进行查表、计算、绘图等工作,设计计算相当繁琐,生产中往往采用一些近似修形的方法,精度达不到设计要求。
本文在分析了工件廓形、铣刀廓形、砂轮截形三者之间的关系后,在研究工件廓形输入方法、铣刀廓形设计方法及砂轮截形计算方法的基础上应用AutoCAD内嵌的AutoLIP语言,开发了铲磨用成形砂轮截形CAD系统,可以自动完成铲磨用成形砂轮廓形设计,提高了设计质量和效率,并为精确修整砂轮,为成形砂轮CAD/CAM修形系统及铲齿铣刀的CAD/CAM一体化打下了基础。
1 铲磨砂轮截形设计修正原理
成形铣刀的廓形(轴剖面),主要是根据工件的槽形及端剖面廓形来设计。加工直槽的铣刀廓形是根据工件端面廓形上若干组成点的高度,对廓形高度进行修正计算,求出成形铣刀刀齿廓形上对应点的高度。至于刀齿廓形(图老师整理)宽度,则与工件端面廓形宽度相同,无需进行计算。加工螺旋槽的铣刀廓形的设计有作图法和计算法,工件的端面廓形也是其设计的主要依据。铣刀廓形还和前角、铲背量等参数有关。目前常有铲齿铣刀CAD的文章发表m精加工用的成形铣刀一般做成零度前角,须铲磨后刀面。铣刀廓形是在用成形砂轮铲磨完齿形后最终形成。成形铣刀进行铲磨齿形加工,为提高切削速度,一般采用盘状成形砂轮。
(本文来源于图老师网站,更多请访问http://m.tulaoshi.com/autocad/)由于成型砂轮与铣刀齿背相切于公法线截面上其接触线低于主轴中心水平位置,铣刀在垂直于轴线的任一截面,齿背均呈阿基米德螺旋线等距线形状。这样,即使对于铲磨零度前角的成形铣刀而言,成形砂轮已与铲刀不同,其截形与成形铣刀的廓形不同。铲磨齿形用的成形砂轮,其截形必须经过修正,才能达到使用要求。工件端面廓形、槽形、铣刀前角、铲背量、齿数、直径,砂轮直径、安装位置等参数的变化都会影响砂轮截形。成形砂轮截形的设计计算方法有多种本文以零度前角铲齿铣刀为特例,采用一种满足精度要求的砂轮截形近似计算方法,主要论述铲磨用的成形砂轮截形的CAD系统。

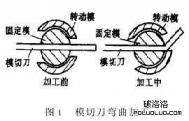
图1 铣刀廓形及砂轮截形修正计算原理
图1所示为零度前角铲齿铣刀廓形及砂轮、磙子的截形。图中Oa为砂轮中心;I为铲齿成形铣刀加工的零件截形,纵坐标为y;Ⅱ为铣刀工作时成形的回转体母线;Ⅲ为成形砂轮截形;Ⅳ为修磨砂轮的砂轮磙子截形,纵坐标为y';AC为最大Y值,即Ymax。
X为工件廓形上任一点,高度为y,对应刀刃上相应的点X(零度前角),M为对应的砂轮截形工作点,高度为yx',apa为刀齿齿顶处的端面后角。将成形铣刀齿背曲线la、lx、lr近似视为阿基米德螺旋线: apa=tg-1KZ
2pR
式中:Z——齿数
K——铲削量
R——铣刀半径
再将A、M、X三点组成的三角形近似视为一直角三角形:
AM=AXcosapa
AM=yxcosapa
x'=x
yx=ycosapa
砂轮截形工作部分高度AE,即y'max,砂轮截形工作部分宽度没有改变。如果纵坐标y以等分长度截取各坐标点,可直接用上述公式求出y'max、然后等分,并与相应的值一一对应,组成新的坐标点。

图2 系统结构图
2 系统构成
系统开发软件环境为中文WINDOWS、AutoCAD,系统结构见图2。
3 模块功能
主控模块 该模块为系统的总调度程序,它可根据用户发出的不同指令选择相应的功能。
工件廓形输入模块 成形铣刀的廓形设计取决于工件的端面廓形。端面廓形虽千变万化,但大部分是由若干圆弧和直线段按一定次序组成的,少数情况下是特殊的曲线。这种输入方法即是按从左到右逐个输入图形实体的类型及参数等。圆弧参数有圆心坐标、圆弧半径、圆弧起始角和终止角直线段参数有两端点的坐标。曲线部分按实体数据输入。实体数据内容和存储格式与AntoCAD相同,以便采用相同的处理程序。对于已用AutoCAD建立图形文件的零件,可直接从AutoCAD图形上选取实体,得到每一实体的实体名和实体定义数据。
铲磨用参数输入模块 可以采用人机对话方式输入砂轮外径、铲背量K、成形铣刀齿数Z,成形铣刀的外径、刀齿齿顶处的端面后角apa等。
成形砂轮截形生成模块 该模块用于求成形砂轮轴剖面廓形上最左点、最右点、最高点、最低点的坐标,计算廓形宽度、深度,供结构设计用;并将最低点作为基准点,求重要组成点相对于基准点的高度和宽度尺寸,供砂轮廓形修正计算用。
砂轮干涉检验模块 该模块用计算法校验是否铲磨干涉。由聂钢、吴序堂、毛世民所著《铲齿成形刀具铲磨干涉校验的解析方法》(刊于《工具技术》1997年第6期)得知,发生干涉时的最小砂轮外径为 D*gmin=(xb-xa)2+(yb-ya)2
(xb-xa)cosamn+(yb-ya)sinamn
式中xb、xa、yb、ya、amn及其它涉及的参数、计算原理均与上文相同,为成形砂轮零件图绘制作好了准备。
NC指令生成模块 铲磨成形铣刀所用的成形砂轮,其修整方法有很多种。可采用砂轮磙子作滚压修整,对照镜版作人工修整,也可采用数控砂轮修形系统进行修整。此模块可用于生成加工磙子的数控车床或制作镜版的坐标点划仪或数控砂轮修形系统的NC程序。
4 结束语
12下一页